广东兆功科技有限公司
联系人:邓总、阙小姐
电话:0750-8868298
手机:13676187550、18022938699
邮箱:1679185299@qq.com
传真:0750-8868598
网址:www.gdzhaogong.com
地址:广东鹤山市雅瑶镇朝阳工业园雅东路1号
减少挤压力
为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(0.6~0.85倍)。特别是在试模和挤压一根铸棒时,为确保能顺利生产出合格的产品,用更短的铸棒,即正常铸棒长度(0.4~0.6)倍的铸棒来试模。
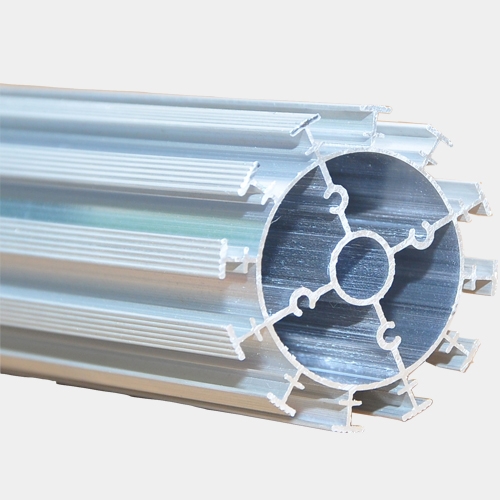
铝型材挤压工艺
散热器型材生产的关键是挤压模具的一次试模,有条件的话,可以先在电脑上做模拟试验,铝型材厂家看模具铝型材设计的工作带是否合理,然后在挤压机上试模。一次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压模孔后,才能逐渐加压加速进行挤压。铝型材优点试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。