广东兆功科技有限公司
联系人:邓总、阙小姐
电话:0750-8868298
手机:13676187550、18022938699
邮箱:1679185299@qq.com
传真:0750-8868598
网址:www.gdzhaogong.com
地址:广东鹤山市雅瑶镇朝阳工业园雅东路1号
今天铝散热器厂家兆功科技跟大家聊聊关于铝合金板式散热器真空钎焊的影响因素分析
摘要:介绍了铝合金板式散热器的真空钎焊工艺;系统地分析了材料成分、包覆层厚度表面预处理、封条形状表面粗糙度散热器装配、真空钎焊温度、保温时间、真空度氩弧焊接、环境等因素对散热器焊接质量
形状表面粗糙度散热器装配、真空钎焊温度、保温时间、真空度氩弧焊接、环境等因素对散热器焊接质量的影响;提出了相应的工艺措施,并在工程实践中取得了良好效果。
所谓真空钎焊,是把待钎焊材料用夹具夹持在一起,在真空炉内加热使4004、4104或4N04铝合金焊料熔化为高温液态,在毛细力作用下填满被焊接件(3003合金)之间的缝隙,使之达到冶金结合。真空钎焊属于超高真空气密焊接,可以钎焊用一-般方法难以连接的材料和结构,而得到光洁致密、具有优良力学性能和抗腐蚀性能的钎焊接头。与其他焊接方法比较,其优点是零件变形小、可同时完成多个零件的连接,并可连接不同的金属材料。

铝质板式散热器真空钎焊,对钎焊前零件表面粗糙度装配质量、配合公差、钎焊制度等的要求较高,易出现虚焊、翅片弯曲倒伏、溶蚀、钎缝不连续、泄漏等缺陷。其中,最主要的缺陷是大封条钎焊处易在打压测时泄漏严重时有40%的焊接体需返工、返.修。本文对引起铝合金板式散热器大封条泄漏的原因进行了系统分析,指出生产中应注意的环节,为提高散热器-次磅压合格率提供了理论基础,并在工程实践中取得了良好效果。
1散热器的结构及其生产工艺流程
1.1散热器 的结构
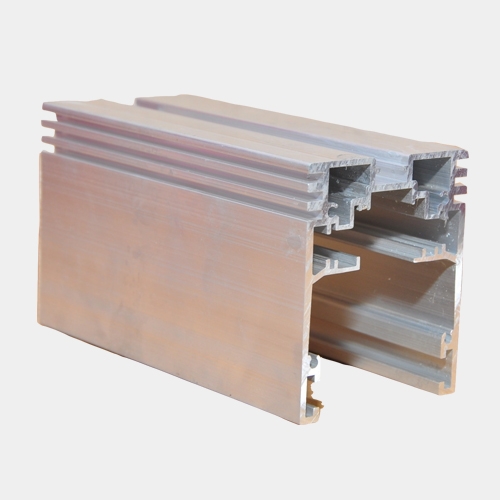
铝质板式散热器的结构如图1所示,主要由大封条、小封条、434复合板(隔板)、外翅片、内翅片、侧板和导流片组成。
1.2生产工艺流程
散热器的生产工艺流程:备料- +酸碱洗-→散热件组装-→真空炉高温钎焊- +整形- +氩弧焊接导流板-→磅压试验- +返工返修- +表面喷涂- +成品包装。
备料:剪切434复合板条、内翅片、外翅片,准备大封条、小封条、侧板。酸碱洗:碱洗- +水洗- +酸洗- +水洗- +热水洗→烘干。
散热件组装流程:侧板- +最底层复合板-→-层外翅片- +两端放大封条- +- - 片复合板+两侧放小封条- +一层内翅片- +- -片复合板- →一层外翅片→两端放大封条- +最顶层复合板- +侧板。
真空炉钎焊:真空钎焊炉- -般采用三段加热保温工艺(图2) ,即预抽真空- +第一段预热定温400 ~ 425C,保温60~80min-+第二段蓄能定温560~575C,保温40 -60 min- +第三段钎焊定温602 ~609 C ,保温时间30~40min-→+停电待炉内空气温度降至350~400 C出炉。
散热片整形:由于钎焊后散热片产生一定量的变形,采用加外力整形方法进行矫平,使其不平度≤2 mm。氩弧焊接导流板:导流板焊接在散热器的两端大封条部位。
以上就是兆功科技整理的关于铝合金板式散热器真空钎焊的影响因素分析,希望对大家都有所帮助,广东兆功科技有限公司是一家专业研发、生产、销售各种规格铝型材、铝散热器、铝件的企业。产品广泛应用,包括灯饰行业、工业行业、装饰行业及汽车配件、日用、家具等。
本文部分内容整理自网络分享,如有侵权,请联系小编删除。